

Process Highlights
Strengths of Our FastCast System
My main focus in the development and refinement of our FASTCAST SYSTEM, was the goal of producing highly superior porcelain figurines (as well as other objects) with the nano-detail that my technologies make possible. Concurrent with these goals, I wanted to take the costly artisan / time / labor equation out of the picture as much as possible opening the door to nascent products never seen before.
My FASTCAST SYSTEM, utilizing my methodologies of great simplicity and intelligence, largely eliminates the need for assembling of multiple cut parts of a figurine which requires joining and smoothing of the joins. Figurines can be designed to have no parts separated.
The most efficient and exacting method for producing figurines is to form them in a 3D computer program such as ZBrush. It is critical that the design of the rubber mold is formed as precisely as the figurine so the seam line ‘flashing’ is entirely or very nearly non-existent. The best way to achieve this is to design both the figurine and its rubber mold all in the computer as one interdependent, cohesive whole.
With our FASTCAST SYSTEM installed and in full production, hollow, nano-detailed figurines like above can be cast in mere seconds!
George F. Engel

The Lladró Figurine At Left Was Made From Multiple Sections. They Were Molded And Cast Then Conjoined To Produce The Porcelain Casting. Our Entire Figurine Was Formed In A Simple Two-Piece Rubber Mold. No Parts Were Molded Then Cast And Later Assembled Separately.

![AMERICAN SOLDIER And PLASTER MOLDED MAN
(4" Porcelain Cast [L] & 9" Porcelain Cast [R])](https://images.squarespace-cdn.com/content/v1/610a062b73399f60760b4c2c/bfd8b614-87c1-4e72-9b5a-9d7c3a59e2e3/SOLDIER+Front+%26+Plaster+Man++MONTAGE.jpg)
AMERICAN SOLDIER And PLASTER MOLDED MAN (4" Porcelain Cast [L] & 9" Porcelain Cast [R])
The Porcelain AMERICAN SOLDIER above was 3D sculpted and 3D printed, then rubber molded and cast in our two-part rubber mold. Conversely, the Man With A Watering Can was hand-sculpted, cut into many sections, with each part plaster molded and the demolded casts conjoined and all seams require smoothing all involving costly worker and artisan labor and time to complete the cast.


CHINESE VILLAGE 6" Ivory Carving (L). Greenware Jasperware Porcelain Cast (R) Formed In Mere Seconds As Part Of My {As Yet Untested 'Proof Of Concept'} FASTCAST SYSTEM Then Proving To Be Self-Evident And A Complete Success


CHESHIRE CAT Porcelain Cast With Added Nano-Detail Enhancements (6" Tall)







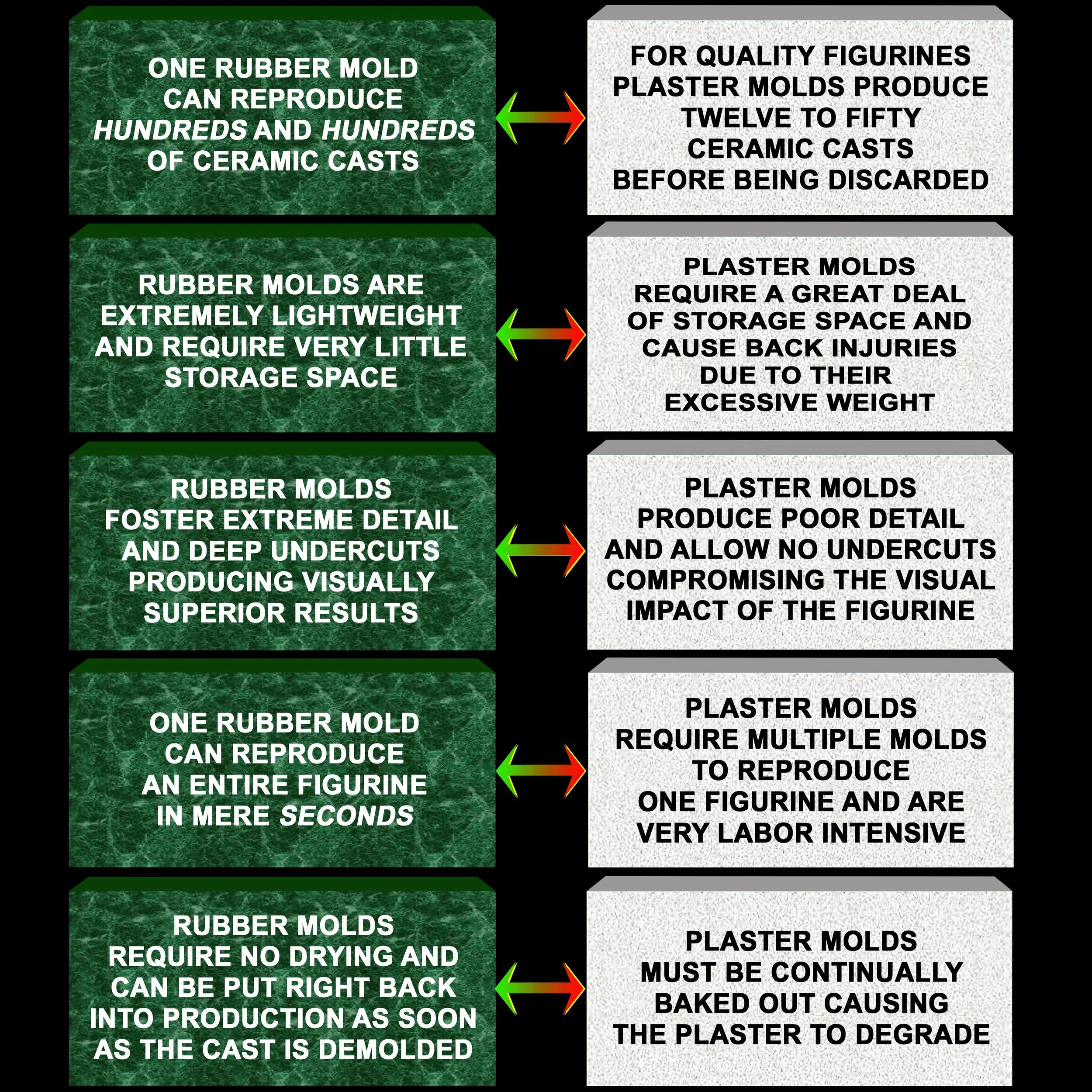
Rubber Molding Strengths vs Plaster Molding Weaknesses
In order for one to fully appreciate what a truly revolutionary breakthrough our technology is, it’s important to understand just how labor intensive and primitive the current state of figurine, decorative and utilitarian plaster molding and casting methods are.
For hundreds of years and to this day, the only way to cast ceramics has been in a plaster mold. A plaster mold is in effect a rigid sponge used to remove the excess water from the liquid ceramic slip poured into it. Once the slip is stiff enough, by losing its excess water, the now so-called ‘cast’ is removed from the plaster mold and let to dry. That is only one small part of the overall big and complicated picture.
A typical figurine is divided into multiple parts ~ the head, the torso, each arm, each leg and the base. Each of these are molded and cast individually. Once removed from the plaster mold they must be attached to each other and the seams smoothed to form a single figurine. As you can imagine, this is a laborious and time-consuming process ~ all of which is now made mute by using our FASTCAST SYSTEM.
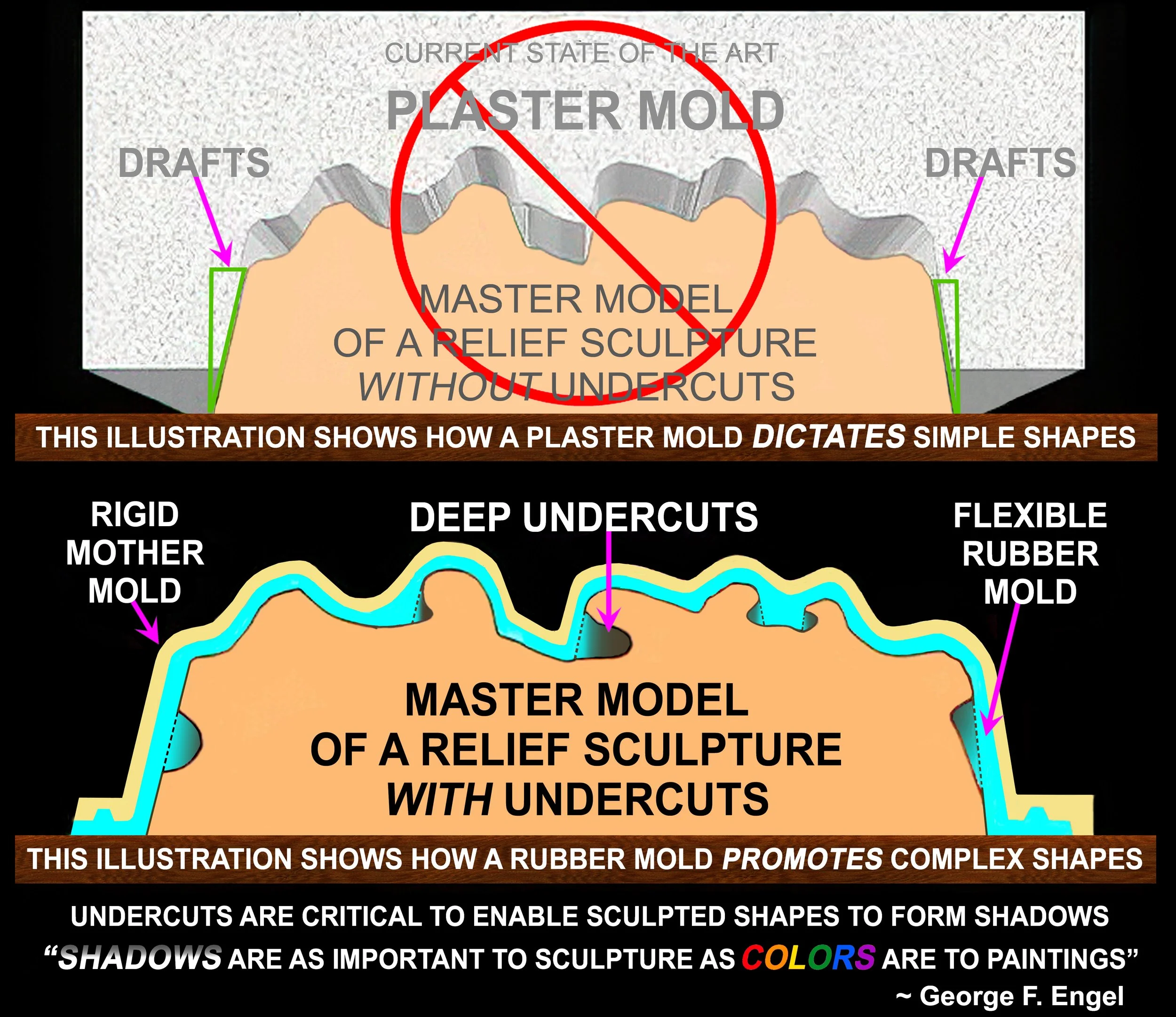
Now for a little art theory… what so diminishes the beauty of figurines made in plaster molds is the lack of complex shapes which cause shadows. Shadows are everything to sculpture! Ponder this analogy I coined... “Shadows are to sculpture as color is to paintings.”
George F. Engel






Enlarged 'ANTINOUS' Ancient Roman Coin I've invented a groundbreaking method for intrinsically coloring porcelain to give the look of a sophisticated bronze patina. The technology maintains 100% of the original surface. Selected surfaces can be treated with a matt or lustrous sheen.




AMERICAN SOLDIER (Rubber Molded Porcelain Cast) CAPTAIN AMERICA (Plaster Molded Porcelain Cast)

I completely redesigned and remolded the original Pekingese Dog Emperor porcelain cast sent to us by Artoria of Limoges, France. Artoria’s CEO said they consider their design a “pain in the neck” for them to mold and cast since they would have to form a complex plaster ‘piece-mold’ in order to reproduce it in porcelain. For us, it was extremely simple to mold and cast utilizing my methodologies.
There is a great deal of undercutting I designed into every aspect of our figurine and I made it in a one-piece, wrap-around rubber mold. I cast the Emperor and the bottom seat of the throne in the same wrap-around rubber mold as you see it above. No small feat that.
George F. Engel


A rubber mold was made directly over a baseball into which this greenware cast was formed. Note the surface texture and changing angle of the undercut string holes, as amplified by the inserted toothpicks. Plaster molds can only pull away from a cast in one direction which would cause all the angled holes to tear off the soft ceramic casting when demolding so consequently compromises must be made to allow for plaster mold’s limitations which in turn lessens its visual impact. Rubber molds have no such limitation.



3D Sculpting and 3D Printing
The Greatest Advancements for Actualizing My Vision
With the tremendous amount of nano-detail rubber molds can capture, considering the limitations of clay sculpting, it has been nothing short of a Godsend that 3D printing has finally come to full maturity coinciding with my own process having reached its full maturity.
I know, as someone trained and having worked in traditional clay sculpting, that with clay sculpting (or even the more exacting wax carving), one is committed to the size of the original clay/wax sculpture to be produced by the very fact of having sculpted it at that size. But with the exactitude and flexibility of 3D modelling, used in conjunction with my technologies, it’s now possible to easily make modifications to your design, including but not limited to various sizes of the same sculpture and replacing one part with another design.
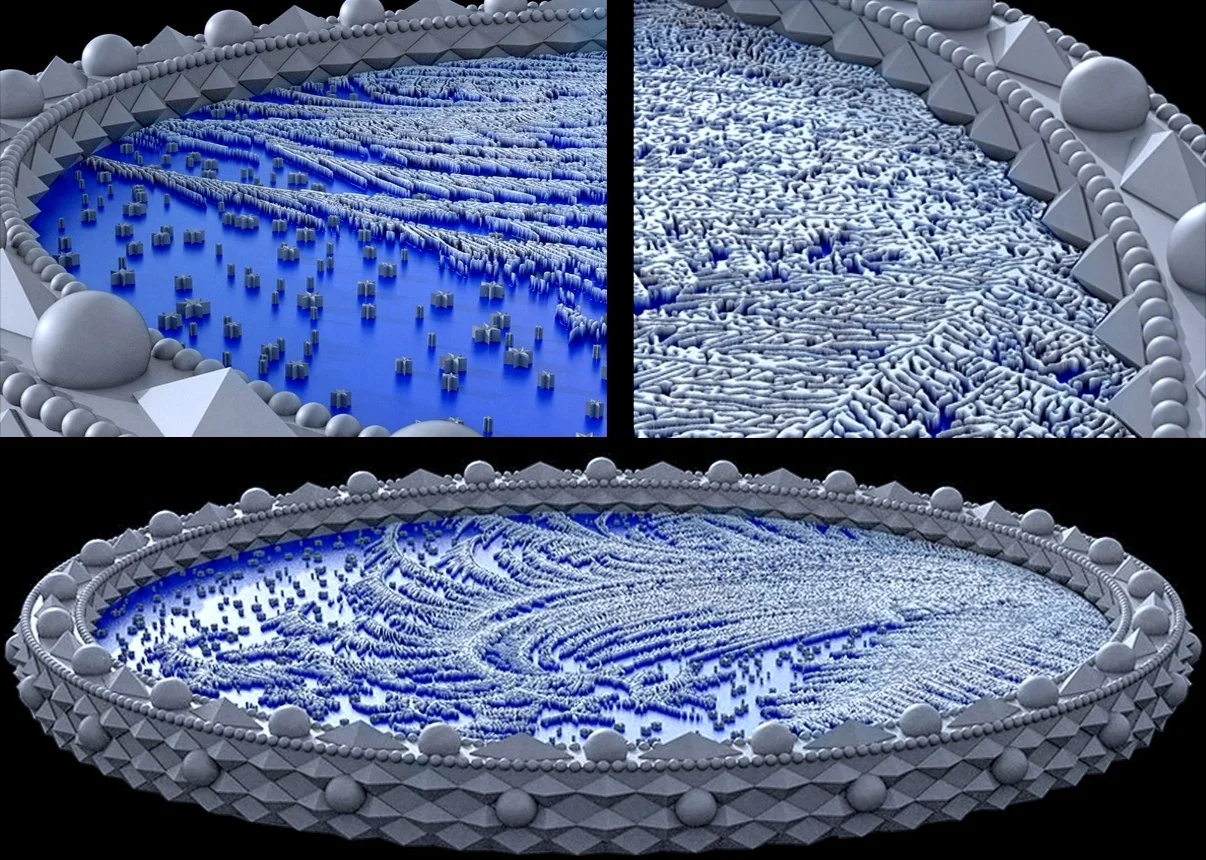
3D sculpting in programs like ZBrush is a tremendous asset. Because it is all done in the computer, there are no 'real' issues such as clay drying out, armatures, etc. In the computer, you can easily see the design from all angles unlike the endless limitations of hand sculpting. But the ultimate benefit of 3D printing is the ability to reproduce nano-detail which is at the very core & essence of my technologies. Imagine trying to hand-sculpt the hundreds of dot-like, stars in the skies of my FIRST FROST / SNOWFALL Roundels. Pure insanity.
The 3D printer we use has an exactitude of 25 microns per printing pass. That is very fine without seeing any unacceptable ‘stepping’ which was a significant drawback earlier in the technology's development. With works like our FIRST SNOWFALL and FIRST FROST series, they would be utterly impossible to fabricate by any other method. The benefits are simply endless and inspiring to a visionary!
George F. Engel
3D Computer Rendering Showing The Precision Of These Designs Now Possible 40 Minutes To Form This Jasperware Porcelain Cast In Its Open-Faced Rubber Mold Reflect That Wedgwood Would Have To Hand-Lay-On EVERY White Object


Porcelain Plique-à-Jour™ & Porcelain Cloisonné™
My life’s path as a fine art sculptor caused me to be involved with clays of every sort. But the medium that plucks my heart strings more than any other has always been colored glass. It has been my good fortune that I have been able to invent a technology that conjoins both materials to their best advantage. What really sets my new medium apart from all others is that I treat the crushed glass frit in such a way that the natural facets of the shards of glass refract light much like fine jewels. This dancing light show can only be appreciated in person. Just imagine what incredible lamp shades, sconces and architectural applications can be created by some great and visionary designers.
George F. Engel



(JASPERWARE) PORCELAIN LACE™
Rubber molding antique lace (or any fabric for that matter), has been a particularly tricky proposition. Without using ‘release agents,’ the liquid rubber would naturally soak into the fibers and fuse to them producing a useless monolith. On the other hand, using a release agent, something akin to Vaseline, all that incredibly fine detail of the lace would be lost. Over the course of several years, and with a great deal of experimentation, I developed the precise methods and materials that finally proved successful as can be seen herein.
George F. Engel



Advanced Technical Ceramics
As defined by the 1993 Versailles Project on Advanced Materials and Standards (VAMAS), an advanced ceramic is “an inorganic, nonmetallic (ceramic), basically crystalline material of rigorously controlled composition and manufactured with detailed regulation from highly refined and/or characterized raw materials giving precisely specified attributes.”
‘Better ~ Faster ~ Easier ~ Cheaper’
Once we fully developed our FASTCAST SYSTEM, we began to investigate other fields utilizing ceramics and explored how our technology could be applied to those other fields. One such extremely lucrative industry is ‘Advanced Technical Ceramics’.
Currently, ATC molds are mostly made of steel piece-molds which are extremely expensive to fabricate. A metal piece-mold that may cost $50,000+, we can fabricate as a rubber mold for approximately $50.00 in materials. Our accuracy has been judged by those in the field to be comparatively accurate. Also, companies can take two-years (from Computer Aided Design through to a formed test part), that we can make in a matter of days. One company who produces ceramic cores for jet engine fins nets $180,000,000 per year on that item alone.
Our associate ceramic engineer has developed a unique non-Newtonian ceramic formulation that solved various technical problems which currently persist in the jet fine core forming field. By combining both technologies, castings can be made better, faster, easier, and cheaper.
George F. Engel
ADVANCED TECHNICAL CERAMICS NOZZLE
We were sent a rather rough ceramic cast master model of a nozzle used in the ATC Industry (made from a metal mold). Their cast had raised seams on it from the metal mold joints that originally formed it. We exactly duplicated the master model with all the original imperfections intact. Using multi-sectioned metal molds caused a number of raised seam lines as well as a step at the apex of the nozzle (see image). Our only seam was at the rear circumference (see dashed line) and our seam was extremely clean and sharp. We ‘injection cast’ the nozzle in a two-piece rubber mold with 100% exactitude to the original.





